何為金剛石?石墨和金剛石都屬于碳單質,他們的化學性質完全相同,但金剛石和石墨不是同種物質,它們是由相同元素構成的同素異形體。所不同的是物理結構特征,二者的化學式都是C。
從片層內部來看,石墨是原子晶體;從片層之間來看,石墨是分子晶體(總體說來,石墨應該是混合型晶體);
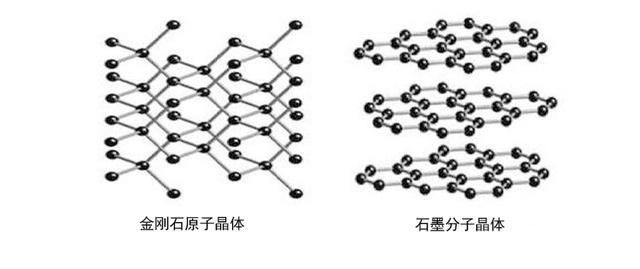
而金剛石是原子晶體,并且金剛石化學性質穩定,具有耐酸性和耐堿性。金剛石還具有非磁性、不良導電性、親油疏水性和摩擦生電性等。
人工合成金剛石的方法主要有兩種,高溫高壓法及化學氣相沉積法。高溫高壓法技術已非常成熟,并形成產業。
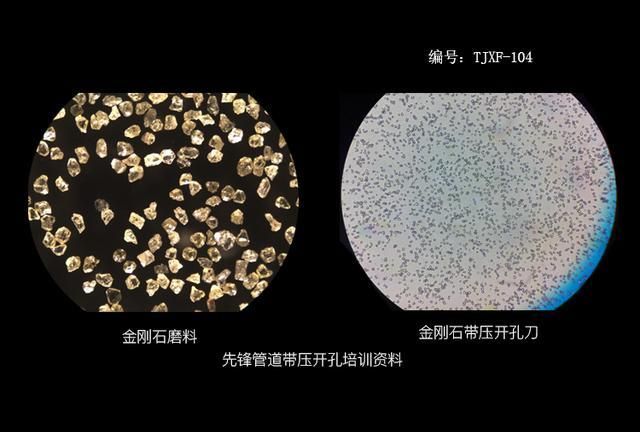
金剛石磨粒具有高硬度、強耐磨性和極佳導熱性等優異性能,在加工硬質合金、陶瓷、玻璃、寶石等高硬脆性難加工材料方面得到廣泛的應用。但是具有共價鍵結構的金剛石與一般的金屬之間有很高的界面能,難以焊接,而一般的機械鑲嵌、物理吸附沒有足夠把持力。
目前采用高溫釬焊工藝開發新的一代金剛石工具,是利用活性金屬元素(如Ti、Cr、Mo、W等) 在金屬釬料與超硬磨粒界面處形成化學冶金結合,大大提高了結合劑對金剛石磨粒的把持強度,使金剛石帶壓開孔刀使用壽命顯著提高。
但是在帶壓開孔施工作業以及在試驗過程中發現, 釬焊金剛石帶壓開孔刀仍存在金剛石易石墨化、金剛石釬焊界面脆性金屬間化合物影響釬焊強度、帶壓開孔刀的釬焊接頭殘余應力集中等釬焊質量問題。
同時,由于機加工行業中高效精密制造技術的發展,對金剛石磨粒釬焊技術又提出了釬料能夠根據磨粒磨損狀態智能地控制金剛石脫落、釬料與金剛石之間磨損率匹配、提高釬焊接頭散熱性能和增大容屑空間等新要求,這無疑是對當前的技術又提出了革新性的挑戰。
金剛石帶壓開孔刀的釬焊微觀形貌特征有:金剛石表面形貌和釬料形貌的吻合程度,以及金剛石、釬料和帶壓開孔刀的基體三者之間的界面化合物形貌等。其中,金剛石表面形貌可以反映出其熱損傷或石墨化程度,釬料形貌可以反應出釬料對金剛石的潤濕鋪展程度,金剛石、釬料和基體三者之間的界面化合物形貌可以反應出三者之間的化學冶金反應狀態。
在管道帶壓開孔施工作業中,金剛石磨粒對水泥等管道磨削時,磨粒承受來自管道的沖擊作用和接觸產生的熱載荷。如果釬焊接頭強度不足把持住高負荷對管道進行切削狀態的磨粒, 金剛石磨粒將產生非正常脫離。
根據此原理,進行金剛石磨粒摩擦磨損試驗,其結果可以用來評判釬焊性能。在使用數碼顯微鏡觀測新型釬焊金剛石帶壓開孔刀表面磨損情況。當帶壓開孔刀的金剛石工作塊的表面上出現了較多脫落坑落的情況。并經過系統對比觀察的方法進行釬焊金剛石帶壓開孔刀的磨粒磨損狀態。在分析這些現象之后,對金剛石帶壓開孔刀的制造過程有以下幾個方面建議:

1.在釬焊金剛石帶壓開孔刀的制備過程中,釬料粉末、鍍覆金剛石類型、釬焊工藝參數(包括釬焊溫度、保溫時間、釬焊氣氛等),都對金剛石釬焊性能有很大影響。
在金剛石釬焊過程中, 金剛石依靠熔化的釬料連接起來, 釬料自身的性能很大程度上影響金剛石釬焊接頭的性能。在設計釬料成分及配比的過程中,需考慮以下基本要求:
1.1金剛石的釬料具有合適熔點。熔點不能高于金剛石石墨化溫度,也不能過低,若熔點太低,則在磨削過程中,可能因為較高的磨削溫度導致釬料軟化,造成磨粒過早脫落。
目前,Ni-Cr 釬料應用最廣泛,但其釬焊溫度較高(900℃以上), 金剛石有石墨化的傾向,影響釬焊金剛石的強度和工具壽命。
而Ag-Cu釬料熔點低,焊后接頭使用溫度不能超過500℃,且釬料中含有貴金屬,成本較高,使用也受到一定的限制。
銅基釬料相對Ag 基釬料,具有燒結溫度低、成本低、好的成形性和可燒結性,以及與其他元素相容性好等特點,但是Cu 對金剛石幾乎不潤濕。
1.2釬料應當對金剛石具有良好的浸潤、擴散作用。較好的浸潤、擴散作用可以保證釬料與金剛石磨粒之間形成牢固的化學冶金結合,提高釬焊強度。通過在釬料合金中添加Cr、Ti 金屬粉, 改善了釬料合金對金剛石的潤濕性能。
1.3釬料應具有穩定、均勻的成分,以減少釬焊過程中的偏析現象和易揮發元素的損耗。
1.4釬料具有一定的強度和硬度。在帶壓開孔刀對管道進行磨削過程中,如果釬料強度和硬度不夠,那么將導致自身快速磨損,失去對磨粒把持能力。
1.5避免由于物理性能的不匹配導致金剛石與釬料截面處產生較大的殘余應力。殘余應力是影響金剛石釬焊接頭性能的重要因素,殘余應力過大將導致釬焊接頭萌生裂紋,導致磨粒在加工過程中產生不正常脫落或磨損。








 公眾號
公眾號 在線客服
在線客服